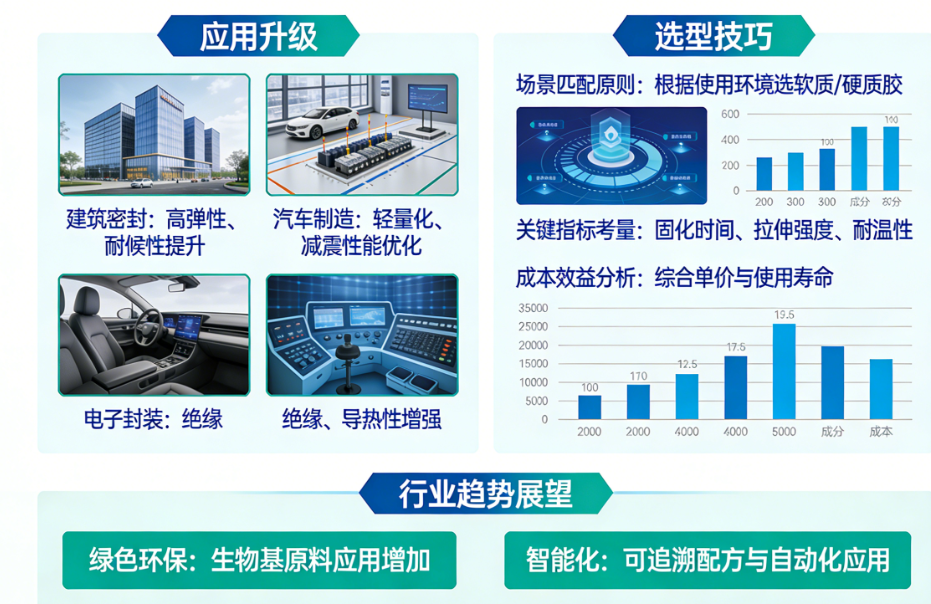
选对聚氨酯胶只是保障粘接效果的第一步,正确的施工工艺的是发挥其最佳性能的关键。很多企业在使用聚氨酯胶时,常会遇到粘接强度不足、胶层起泡、固化速度异常等问题,大多源于施工环节的操作不当。本文结合聚氨酯胶的特性,梳理标准施工流程、常见问题及解决方案,帮助企业规范操作,规避使用误区,最大化发挥聚氨酯胶的粘接性能。
聚氨酯胶的施工核心在于“基材处理到位、配比精准、固化养护规范”,不同类型(单组分、双组分)的聚氨酯胶施工流程略有差异,但整体可分为四大核心步骤,每一步都直接影响最终粘接效果。
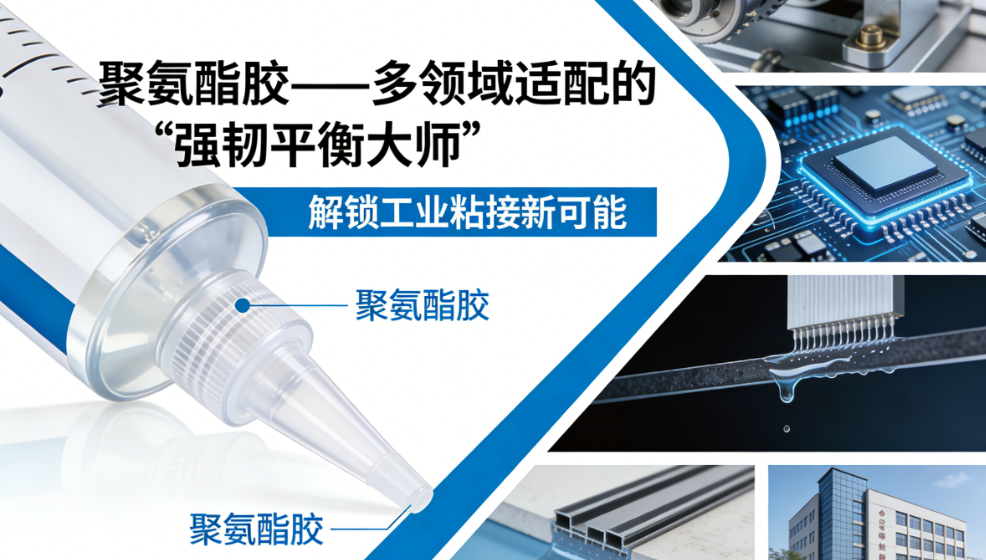
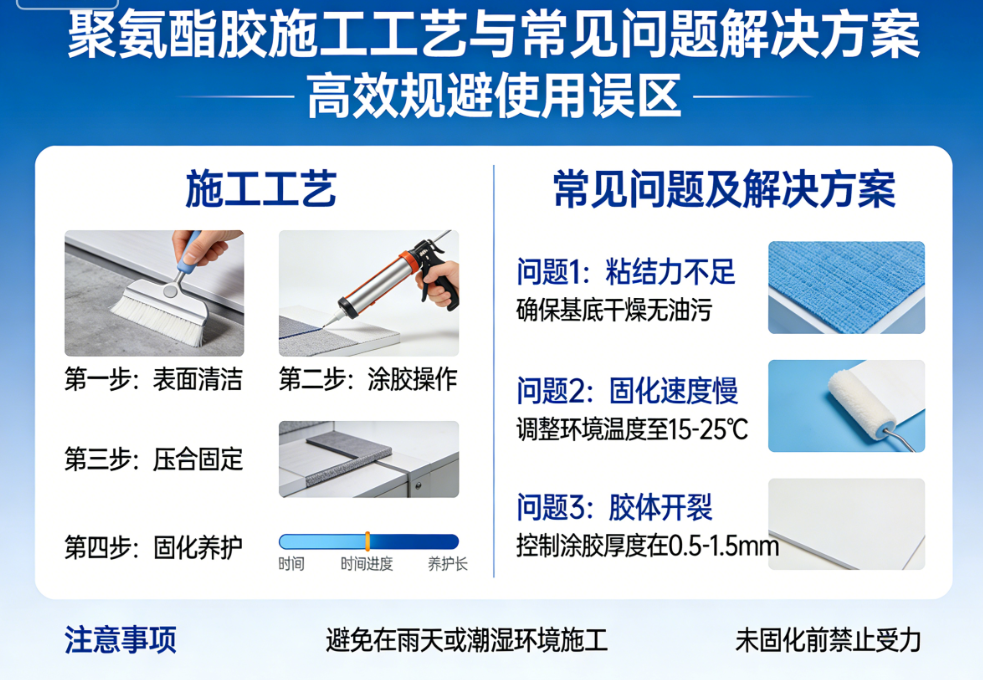
第一步,表面处理——粘接成功的基础。基材表面的油脂、灰尘、铁锈等杂质会严重影响胶层与基材的附着力,因此施工前必须做好清洁脱脂处理,可选用丙酮、甲苯等溶剂擦拭基材表面,去除杂质与油污;对于金属基材,还需进行除锈处理,必要时通过喷砂、砂纸打磨实现粗糙化,增加基材表面积,提升机械嵌合力,但需注意避免过度粗糙导致气泡残留。此外,特殊基材需针对性处理:金属可采用化学氧化处理,聚烯烃塑料需电晕处理提升表面极性,无机材料可涂覆偶联剂底涂,进一步增强粘接强度。
第二步,胶粘剂配制——双组分专用关键环节。单组分聚氨酯胶可直接使用,无需配制;双组分聚氨酯胶则需严格按说明书控制NCO/OH摩尔比(一般在0.5~1.4范围),配比误差过大会导致固化不完全、粘接强度不足。配制时需将两组分充分搅拌,避免局部固化剂过量,搅拌后静置5~10分钟消除气泡,确保胶液均匀一致。同时需注意控制适用期,配好的胶液需在规定时间内用完(通常为数小时),夏季高温环境下需加快施工速度,避免胶液提前固化。
第三步,涂胶与贴合——控制细节提升粘接效果。涂胶时需控制胶层厚度在0.2~0.5mm,过薄无法填满缝隙,过厚易产生气泡、影响固化效果;对于溶剂型聚氨酯胶,涂胶后需晾置5~20分钟,待溶剂挥发后再进行贴合,避免固化时溶剂气化产生气泡。贴合后需施加0.03~0.05MPa的压力,确保胶层与基材均匀接触,无空隙、无气泡,压力保持至初步固化完成。
第四步,固化养护——保障性能稳定的收尾环节。固化养护分为室温固化与加热固化两种方式:室温固化需保持环境湿度在40%~60%,湿固化型聚氨酯胶需避免过度干燥,室温下通常需24~48小时初步固化,3~5天完全达到粘接强度;加热固化可缩短固化时间,需逐步升温至60~100℃,避免升温过快导致溶剂气化或气泡残留,固化后需进行一段时间的养护,期间避免震动、湿热环境,确保胶层性能稳定。
针对施工中常见的问题,这里给出针对性解决方案,帮助快速排查处理:一是粘接强度不足,多源于表面处理不彻底、配胶比例偏差或胶层厚度不当,需重新清洁处理基材,严格按配比配胶,调整胶层厚度至合适范围;二是胶层出现气泡,主要是溶剂挥发不完全、基材含水过高或固化升温过快导致,可延长晾置时间,提前干燥基材,采用逐步升温的固化方式;三是固化速度过慢,多因环境温度过低、湿度不足(湿固化型)或催化剂用量不足,可提高环境温度至20~30℃,湿固化型胶可适当喷水增湿,按推荐量添加催化剂;四是胶层泛黄,多为选用芳香族异氰酸酯或长期暴露于紫外线导致,可改用脂肪族异氰酸酯(如HDI、IPDI),并添加紫外线吸收剂。
此外,施工过程中还需注意安全防护:操作时佩戴手套、防护镜,避免皮肤接触和吸入溶剂蒸气;溶剂型聚氨酯胶施工需保持通风良好,远离火源;胶粘剂需密封存放于阴凉干燥处,避免与水、酸、碱接触,双组分需分开贮存。华创材料可提供专业的聚氨酯胶施工指导,结合不同行业工况给出定制化施工方案,助力企业规避施工误区,提升生产效率与产品合格率,欢迎来电咨询合作。